Mesin CNC yang beroperasi di bawah perintah software mach3 akan mampu mengkonversi gambar hitam putih menjadi G-code yang selanjutnya dapat digunakan untuk membuat ukiran pada media tertentu dengan bentuk yang sesuai dengan bentukan gambar yang dimasukan.
Perbedaan gelap dan terang dari gambar yang dimasukan akan mempengaruhi kedalaman dari pemotongan benda kerja. untuk dapat mengkonversi gambar B&W menjadi program CNC maka kita harus memahami metode-metode pemotongan berikut.
- metode raster
 |
| pergerakan spindle pada metode Raster |

- Import gambar ke mach3.
- siapkan
gambar dengan kontras gelap dan terang yang cukup tinggi. akan lebih
baik jika sebelum diproses di mach3 gambar tersebut di edit dahulu
menggunakan adobe photoshop atau corel agar kualitas kontras gambar
bagus.

gambar sebaiknya diperbaiki kontrasnya - Setelah gambar memiliki kontras yang cukup baik, langkah selanjutnya adalah mempersiapkan software mach3. Buka software mach3. di bagian kanan atas klik File, pilih Import HPGL/JPG/BMP.

Buka File, pilih Import HPGL/JPG/BMP. - Setelah itu akan muncul dialog box seperti berikut.

- Pilih JPG/BMP lalu akan muncul dialog box seperti berikut

- Pilih load image, lalu ambil gambar yang tadi sudah anda siapkan. setelah itu akan muncul dialog box "Cut Image size". isi sesuai dengan panjang dan lebar ukiran yang akan anda buat. setelah itu pilih metode Raster X/Y. Akan muncul dialog box yang menanyakan X step over dan Y step over. X step over adalah bergeseran terkecil pada sumbu X yang memungkinkan perubahan kedalaman pada sumbu Z. sedangkan Y step over adalah jarak perpindahan baris. Xstep over dan Y step over dapat diisi dengan metode coba-coba dahulu. Saran saya lebih bail X step over lebih kecil daripada Y step over semisal X step overnya 0.1mm, yang Y step overnya 0.5mm.
- Pada bagian Depth diisi dengan kedalaman maksimum (bagian paling gelap dari gambar). Safe Z diisi dengan jarak aman ketika cutter tidak melakukan pemotongan. Invert ( White is down) artinya jika kita cek kotak tersebut maka bagian yang dipotong justru bagian yang putih, dan bagian yang timbul adalah yang hitam.
- setelah itu klik Convert, lalu simpan file convert anda. setelah itu mach3 akan menggenerate toolpath.Pada software mach3 akan muncul kode dalam G-code dan M-code, dan toolpath (tampilan 3D mach3) seperti pada bagian yang saya tandai dengan kotak berwarna merah diatas.
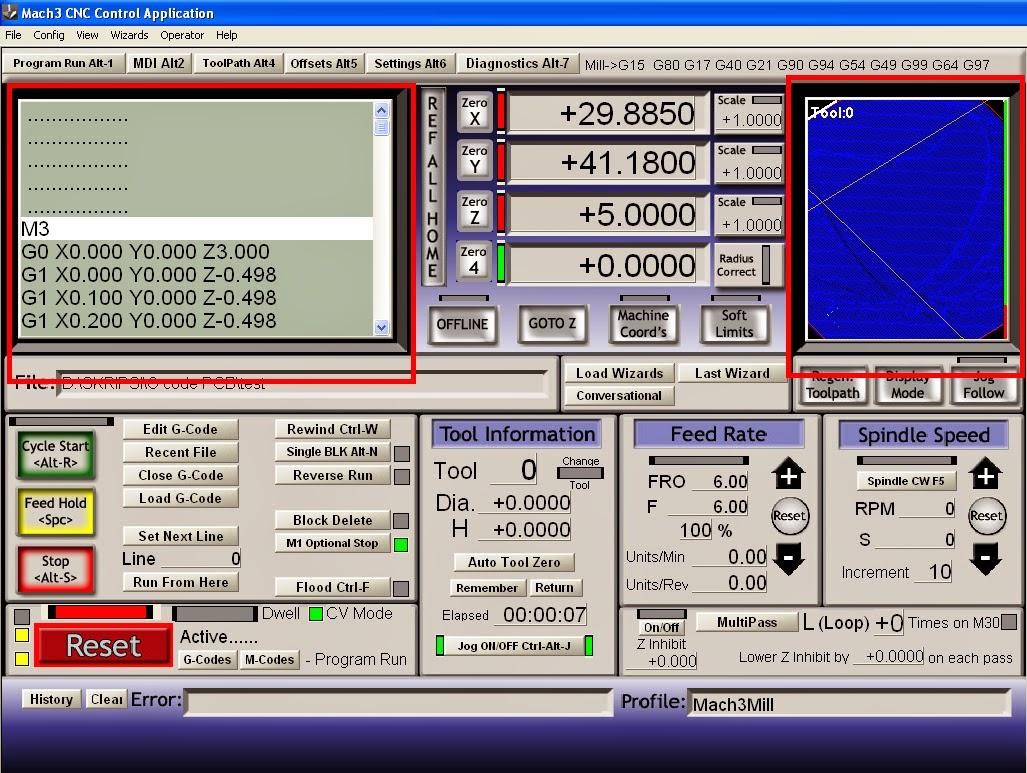
- Buka program pada notepad dengan cara mengklik Edit G-Code.

- Pada
bagian paling atas, terdapat kode M3 yang merupakan instruksi untuk
memutar spindle. Instruksi tersebut belum lengkap karena untuk memutar
spindle harus ada informasi kecepatanya juga. selain itu informasi untuk
feeding juga harus ada. Sebagai contoh saya mengisi S 2000 dan F250.Tapi jika anda menggunakan spindle yang pengaturan kecepatanya dari luar software mach3, cukup hanya menyeting feedingnya saja.Simpan kembali file anda.

- Persiapan benda kerja dan pengerjaan.
- Siapkan benda kerja yang sudah di facing (bagian atasnya rata)
- Pasang pada meja mesin, pastikan terpasang dengan rata.
- masuk ke menu MDI, lalu ketik perintah M3 S1000. Spindle akan berputar, lalu dengan menggunakan tombol jog, arahkan cutter ke titik nol benda kerja. sentuhkan ujung cutter pada titik nol benda kerja, lalu klik zero X,zero Y, Zero Z.
- masuk ke menu program run. Ambil file G-code yang tadi di convert dengan load G-code. pada feed rate turunkan kecepatan feeding agar aman, lalu klik cycle start. naikan kembali feed rate secara bertahap sambil mengamati pergerakan cutter. siap-siap menekan emergency switch jika gerakan salah.
- berikut video langkah-langkahnya:
Ok,buat saya yg pemula
ReplyDeleteOk,buat saya yg pemula
ReplyDeleteuntuk spesifikasi motornya perlu input data di mach3 atau tidak? trims share nya..sangat bermanfaat.
ReplyDeleteAda app mach3 gak gan...
ReplyDeletecara munculin HPGL/jpg di menu file gmn ya pak....d pc sini gak ada.tlong d jawab
ReplyDeleteBisa kasi link download mach3 untuk windows 10 64 bit.??
ReplyDeleteBisa kasi link download mach3 untuk windows 10 64 bit.??
ReplyDeleteBisa kasi link download mach3 untuk windows 7 gk pk? terimakasih
ReplyDeleteDi github skrg ada yg full-free mach3&4
ReplyDeletemantap om
ReplyDeleteklo untuk bikin 3D bisa kasih masukan caranya om
trimakasih sebelonnya.....salam
Terima kasih atas info hebat n bermanfaatnya
ReplyDelete